سبد خرید شما خالی است!
نمایش منو
سبد خرید شما خالی است!
روشهای زیادی برای برش یک ورقه فولادی وجود دارد. برخی از این روشها خودکار انجام میشوند و برخی دیگر خیر. برخی از این روشها برای برش ورقههای نازک کاربرد دارند و برخی برای موارد ضخیمتر. برخی از این روشها سریع هستند و برخی دیگر کند. برخی کمهزینهاند و برخی گران و پرهزینه. برخی روشها دقت بالایی دارند و برخی دیگر خیر.
در این مقاله قصد داریم به 4 روش عمده برش ورقههای فولادی در ماشینهای برش CNC اشاره کرده و نقاط ضعف و قدرت هر یک را با هم مقایسه کنیم. در پایان نیز به شما خواهیم گفت که باید بر چه اساسی روش مناسب خود را از بین این روشها انتخاب کنید.
برش مشعل اکسیژن یا برش شعله یکی از قدیمیترین روشهایی است که برای برش ورقههای فولادی از آن استفاده میشود. این روش فرآیند سادهای دارد و تجهیزات و موارد مصرفی آن نیز چندان گران نیستند. بسته به میزان اکسیژن مصرفی، با این روش میتوان حتی ورقههای بسیار ضخیم را نیز برش داد. ناگفته نماند که برش ورقههای 36 و حتی 48 اینچی نیز با این روش گزارششده است. البته وقتی در مورد برش ورقههای فولادی صحبت میکنیم، بیشتر کارهای برش روی ورقههایی باضخامت 12 اینچ یا کمتر صورت میگیرد.
اگر بهدرستی از روش برش اکسیژنی (برش هوا گاز) استفاده شود، این روش میتواند یک سطح برش صاف و مربعی را تحویل دهد. لبههای پایینی تا حدودی به حالت نیمسوخته در میآیند، و لبههای بالایی فقط کمی گرد میشوند. این سطح بدون نیاز به هیچ عمل اضافی، آماده است تا کارهای مختلفی روی آن انجام گیرد.
برش اکسیژنی برای صفحات با ضخامت بیشتر از 1 اینچ مناسب است، اما میتوان از آن برای صفحاتی با ضخامت 4/1 نیز استفاده کرد. این روش نسبتاً یک روش کند بوده و سرعت برش آن حدود 20 اینچ در دقیقه روی مواد 1 اینچی است. یکی دیگر از مزیتهای روش برش اکسیژنی این است که میتوانید همزمان با چند مشعل کار کنید که این خود باعث افزایش بهرهوری میشود.
برش پلاسما یک روش عالی برای برش صفحات فولادی باضخامت متوسط است که سرعت بالاتری نسبت به برش اکسیژنی دارد، اما در آن لبههای صفحه قربانی میشوند. اما پلاسما برای این مشکل یکراه حل دارد. نقطهای در لبهها وجود دارد، که بسته به جریان برش، حدود 1.4 تا بیشتر از 1.5 اینچ است. سطح کلی لبهها وقتی صفحه بیشازحد نازک یا بیشازحد ضخیم باشد (خارج از محدودهای که ذکر کردیم) شروع به آسیب دیدن میکند. حتی اگر صافی صفحه و عملکرد فلزکاری هنوز خوب به نظر برسد.
تجهیزات روش پلاسما نسبت به مشعل اکسیژن گرانتر هستند و در آن به تجهیزاتی مانند منبع تغذیه، خنککننده آب (در سیستمهایی با قدرت بیش از 100 آمپر)، کنترلکننده گاز، هدایتکننده مشعل، اتصالات شلنگها و کابلها و خود مشعل نیاز است. اما بهرهوری بیشتر پلاسما نسبت به برش اکسیژنی میتواند بهنوعی هزینههای بالای تهیه سیستمهای موردنیاز آن را پوشش دهد.
در روش پلاسما میتوان همزمان از چند مشعل استفاده کرد، اما هزینههای بالا معمولاً تعداد این مشعلها را در حدود دو مشعل نگه میدارد. برخی از مشتریان ممکن است بخواهند که از سه یا چهار سیستم پلاسما در یک ماشین استفاده کنند، اما در نظر داشته باشید که این مشتریان معمولاً کارخانههای تولیدی بزرگ هستند که باید در خطوط تولید خود قطعات زیادی را برش دهند.
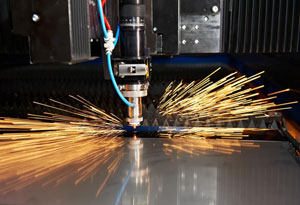
روش برش لیزری برای برش صفحاتی با ضخامت متوسط تا بیش از 1.25 اینچ مناسب است. در صفحاتی با ضخامت بالاتر از 1 اینچ، همهچیز باید بهدرستی انجام شود تا کار مطمئن بهپیش برود. مواردی ازجمله مواد، خلوص گاز، شرایط نازل و کیفیت پرتو.
لیزر یک فرآیند سریع نیست، زیرا در صفحات فولادی با ضخامت متوسط، لیزر فقط یک فرآیند سوزاندن است که از گرمای شدید یک پرتو لیزر متمرکز بهجای شعله پیش از گرم شدن استفاده میکند. بنابراین سرعت را واکنش شیمایی بین آهن و اکسیژن محدود کرده است. اما روش برش لیزری یک روش دقیق است. لیزر یک بریدگی عرضی بسیار باریک ایجاد میکند و بنابراین میتواند محیطهای مربعی بسیار دقیق و حفرههای کوچک را با دقت هرچهتمامتر برش دهد. کیفیت لبهها در برش لیزری معمولاً بسیار خوب است و خطوط آن بسیار خفیف هستند و خطوط انحرافی زیادی در آن دیده نمیشود. لبهها به صورتی مربعی کار میشوند و تفالهها بسیار کم هستند.
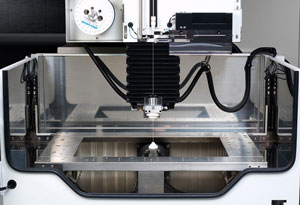
یکی دیگر از نکات مثبت برش لیزری قابلاعتماد بودن آن است. عمر مصرفی لیزر بسیار بالا بوده و اتوماسیون ماشینی آن نیز بسیار خوب است. به همین جهت بسیاری از عملیات برش لیزری را میتوان چراغ خاموش انجام داد. فقط تصور کنید که یک ورقه 40 x 10 از یک فولاد 1.2 را روی میز قرار میدهید. دکمه شروع کار میزنید. به خانه میروید و وقتی صبح به سر کار برمیگردید، صدها قطعه برش خورده دارید که آماده کار هستند.
به دلیل پیچیدگی تحویل پرتو، در لیزرهای CO2 ترجیح بر این است که بهصورت همزمان از برش چند ورقه اجتناب شود. اما در لیزرهای فیبری امکان برش چند ورقه بهصورت همزمان وجود دارد.
روش برش واترجت یا جت آبی نیز میتواند بهخوبی صفحات فولادی با ضخامت متوسط را برش داده و برشی صاف و بسیار دقیق داشته باشد. دقت برش واترجت گاهی میتواند از برش لیزری نیز بیشتر باشد، زیرا که در آن صافی لبهها بهتر است و هیچگونه انحرافی در گرما اتفاق نمیافتد. همچنین برش واترجت برخلاف برش پلاسما و لیزری، به ضخامت محدود نیست. به دلیل طول زمانی که برای برش نیاز است و تمایل جریان آب به واگرایی، محدوده مشخص برش در روش برش واترجت بین 6 تا 8 اینچ است.
یکی از نکات منفی در مورد برش واترجت را میتوان هزینه بالای عملیاتی آن دانست. تجهیزات برش واترجت نسبت به پلاسما کمی گرانتر هستند و در آن به یک پمپ تقویتکننده گرانقیمت نیز نیاز است اما بهاندازه لیزر گران نیست. اما هزینه ساعتی اجرای یک برش واترجت به دلیل هزینه گرانیتی که زیر برش میرود بسیار بالاتر است.
اما مزیت خوب واترجت این است که با یک پمپ تقویتکننده میتوان چند صفحه را برش داد. ولی درنظر داشته باشید که هر برش جداگانه به یک جریان جداگانه آب نیاز دارد که این خود یک پمپ بزرگتر یا دیافراگم کوچکتر را میطلبد.
با توجه به موارد گفتهشده در بالا، شما چگونه میتوانید بهترین روش برش را برای کار خود انتخاب کنید؟
1- در ابتدا ضخامت را درنظر بگیرید
نازکتر از 0.080 از لیزر استفاده شود
نازکتر از 0.125 از پلاسما یا لیزر استفاده شود
نازکتر از 0.250 از واترجت، پلاسما یا لیزر استفاده شود
بیش از ”8 از برش اکسیژنی استفاده شود
بیش از”2 از برش اکسیژنی یا واترجت استفاده شود
بیش از ”1.25 از پلاسما، برش اکسیژنی یا واترجت استفاده شود
2- الزامات دقت برش و کیفیت لبهها را در نظر بگیرید
آیا کیفیت برش لبهها در روش پلاسما مورد تأیید شما است؟ بیشتر قطعات صفحات فولادی را میتوان با برش پلاسما به یکدیگر جوش داد.
آیا تأثیر ناحیه گرمایی برش اکسیژنی، پلاسما یا لیزر موردقبول شما است؟ اگر خیر، از واترجت استفاده کنید.
3- کدام برایتان مهمتر است؛ بهرهوری یا هزینه؟
اگر میزان تولید برایتان مهم است، روش واترجت را کنار بگذارید.
اگر سرمایهگذاری اولیه کم و هزینه عملیاتی پایین میخواهید، از روش برش اکسیژنی استفاده کنید.
آیا میتوانید ضایعات گاهبهگاه در صفحه را تحملکنید؟ اگر خیر، از واترجت یا لیزر استفاده کنید.
آیا عملیات ثانویه به حفرههایی کاملاً گرد نیاز دارند؟ اگر چنین است، به سراغ روش واترجت یا لیزر بروید.
آیا قطعات را میتوان با دو، چهار یا چندین مشعل بیشتر برش داد؟ اگر چنین باشد، روش بر اکسیژنی بر پلاسما و لیزر ارجحیت دارد. برشکاری با چندین مشعل پلاسما نیز ممکن است، اما وقتی سرمایهگذاری اولیه برای تمام تجهیزات را در نظر میگیرید میبینید که هزینهها کمی گران تمام میشود. در روش واترجت، چند نازل برش را میتوان با یک پمپ تقویتکننده راهاندازی کرد، اما این کار فقط در صورتی ممکن است که یک پمپ با پشتیبانی از جریان آب کافی برای برشهای چندگانه را خریداری کنید. برش لیزری نیز بهصورت سنتی به یک برش محدودشده است، هرچند که با لیزرهای فیبری امکان انجام چندین برش بهصورت همزمان وجود دارد.
یکی از مواردی که میتواند باعث ایجاد خلل در کار شود، ایده برش چندمرحلهای است. یعنی استفاده از دو روش برش در یک بخش. روشهای واترجت و پلاسما یا واترجت و برش اکسیژنی را میتوان باهم ترکیب کرد. با فناوریهای جدید لیزر فیبری، هماکنون ترکیب لیزر و پلاسما یا لیزر و برش اکسیژنی نیز ممکن است شده است. مزیت برش چندمرحلهای این است که میتوان برشهایی آهسته و دقیقتر روی برخی بخشهای حساس داشت و سپس برای بخشهای دیگر به سراغ یک روش برش سریعتر و ارزانتر رفت. نتیجه کار تولید بخشهایی است که دقت بالایی در ساخت آنها بهکاررفته است، اما هزینه این تولید نسبت به استفاده از روشهایی با دقت بالا برای برش تمام بخشها پایینتر بوده است.
همپوشانی رنج ضخامتی و تواناییهای هرکدام از این چهار روش انتخاب یک روش مناسب برای برش صفحات فولادی را سخت میکند. تولیدکنندگان یا مراکز ارائهدهنده سرویسهای فولادی که طیف گستردهای از مواد را برش میدهند معمولاً از ماشینهایی استفاده میکنند که به دو یا چند از این فرآیندهای برش مجهز هستند. گاهی اوقات تنها روش برای اینکه بفهمید کدام فرآیند برش برای بخش خاصی مناسب است این است که روشهای مختلف را امتحان کنید و ببینید که کدام نوع برش بهتر جواب میدهد. همچنین شما می توانید برای دریافت اطلاعات بیشتر با واحد فروش وب سایت متال لند تماس حاصل فرمایید.







































افزودن نظر