سبد خرید شما خالی است!
نمایش منو
سبد خرید شما خالی است!
آیا تابهحال از خود پرسیدهاید که لولهها چگونه ساخته میشوند؟ همین لولههایی که همیشه و همهجا میبینیم اما توجه ای به وجودشان نمیکنیم. در این مقاله، ما تاریخچه استفاده از لوله در طول تاریخ بشریت و شیوه ساخت لوله های استیل امروزی را ارائه میدهیم.
لوله استیل، لولههایی بلند و توخالی هستند که موارد استفاده گوناگونی دارند. آنها با دو شیوه متفاوت تولید میشوند که نتیجه کار یا لوله جوشخورده یا بدون درز است. در هر دو شیوه، فولاد خام ابتدا بهصورت یک صفحه آماده کار قالبگیری میشود، سپس تبدیل به لوله میشود. با کشیدن صفحه استیل، لوله بدون درز تشکیل میشود و با فشار لبههای صفحه به هم و جوش دادن لبهها، لوله جوشخورده تولید میشود. شیوه اول تولید لوله استیل، در ابتدای سالهای 1800 معرفی شد و بهتدریج به شیوههای مدرن امروزی، تکامل پیدا کرد. هرساله، میلیونها تن لوله استیل تولید میشود. همهکاره بودن این لوله، آن را تبدیل به پرمصرفترین محصول تولیدی در صنعت فولاد کرده است.
لوله های استیل در مکانهای مختلفی دیده میشوند. ازآنجاییکه محکم هستند، در کارهای زیربنایی برای انتقال آب و گاز در شهرها و روستاها استفاده میشوند. آنها همچنین در ساختوساز برای محافظت از سیمکشی برق استفاده میشوند. باوجود استحکتم بالای لوله های استیل آنها بسیار سبک هستند.
همین وزن کم، آنها را برای استفاده در تولید فریم دوچرخه مناسب میکند. از موارد دیگری که این لولهها قابلاستفاده هستند میتوان از خودروها، یخچالها، سیستمهای لولهکشی و گرمایشی، پایه پرچم، لامپ خیابان و پزشکی نام برد.
هزاران سال است که مردم از لولهها استفاده میکنند. احتمالاً اولین مورداستفاده توسط کشاورزان دوران باستان بوده است که آب را از رودخانهها به مزارع خود هدایت میکردند. اسناد و مدارک باستانشناسی ثایت میکنند که 2000 سال پیش از میلاد مسیح، چینیها از نی بهعنوان لوله برای انتقال آب به مکانهای مختلف استفاده میکردند. لولههای گلی هم کشفشدهاند که توسط سایر تمدنهای باستانی استفاده میشدهاند. در قرن اول میلادی، اولین لولههای سربی در اروپا ساخته شدند. در کشورهای گرمسیری، لولههای بامبو برای انتقال آب استفاده میشدند. آمریکائیهای مستعمره، از چوب برای همین منظور استفاده میکردند. در سال 1652، اولین سیستم آبرسانی با استفاده از تخته چوبهای توخالی در بوستون آمریکا ساخته شد.
تولید لوله های استیل جوشخورده مدرن را میتوان به ابتدای قرن 19 نسبت داد. در 1815، ویلیام مِرداک، سیستم روشنایی با سوخت زغال را اختراع کرد. برای تجهیز کل شهر لندن با این لامپها، لوله تفنگهای کهنه را به هم متصل کرد. او این لولههای ممتد را برای انتقال گاز زغال استفاده کرد. وقتی سیستم روشنایی او موفق شد، تقاضا برای لولههای بلند فلزی زیاد شد. برای تولید کافی لوله که پاسخگوی این سطح تقاضا باشد، تعدادی مخترع، روی توسعه سیستمهای تولید لوله، شروع به کار کردند.
اولین شیوه قابلتوجه سریع و ارزانقیمت برای تولید لوله فلزی، توسط جیمز راسل در 1824 ثبت شد. در شیوه او، لولهها بااتصال لبههای یک نوار صاف آهنی، تولید میشدند. فلز ابتدا حرارت دادهشده تا قابلانعطاف شود. سپس با استفاده از پتک خودکار، لبهها به هم فشرده و جوش داده میشدند. پس از عبور دادن لوله از دستگاه غلتک، لوله آماده بود.
متد راسل به مدت طولانی استفاده نشد، برای اینکه یک سال بعد، کامیلیوس وایت هاوس متد بهتری برای تولید لوله فلزی اختراع کرد. این متد به نام جوش لببهلب، پایه سیستم فعلی تولید لوله است. در این متد، صفحههای نازک آهنی حرارت دادهشده و از دهانه مخروطی شکلی کشیده میشدند. همانگونه که فلز از دهانه عبور میکرد، لبههایش تاشده و تشکیل لوله میداد. سپس دو انتها به هم جوش داده میشد تا لوله تکمیل شود. اولین کارخانه تولید که از این متد استفاده کرد، در سال 1832 در فیلادلفیای ایالاتمتحده آمریکا افتتاح شد.
بهتدریج، در متد وایتهاوس بهبودهایی انجام شد. یکی از مهمترین نوآوریها توسط جان مون در سال 1911 معرفی شد. او پیشنهاد متد پردازش پیوسته را داد، بهطوریکه یک کارخانه در یک جریان بدون انقطاع لوله تولید بکند. او ماشینهایی برای این متد خاص تولید کرد و کارخانههای لولهسازی زیادی این متد را به کار گرفتند.
درحالیکه شیوه تولید لوله جوشخورده روبهپیشرفت بود، تقاضای لولههای بدون درز به وجود آمد. لولههای بدون درز آنهایی هستند که درز جوش خوردگی ندارند. در ابتدا آنها توسط ایجاد سوراخ در مرکز یک استوانه توپر به وجود آمدند. این شیوه در اواخر قرن 18 به وجود آمد. این لولهها برای ساخت فریم دوچرخه عالی بودند زیرا دیوارههای باریکی داشتند و سبک اما محکم بودند. در 1895، اولین کارخانه برای ساخت لولههای بدون درز ساخته شد. باوجودی که تولید دوچرخه جای خود را به تولید خودرو داد، اما برای خط تولید نفت و گازوئیل، لولههای بدون درز همچنان موردنیاز بودند. این تقاضا حتی پس از اکتشاف چاههای نفت جدید، بیشتر شد.
خیلی زود و در سال 1840، صنایع آهن در حال تولید لوله بدون درز بودند. در یک متد، یک حفره در مرکز شمشال فلزی تو پر ایجاد میشد. سپس شمشال حرارت داده میشد و از میان تعدادی پرس کشیده میشد تا درازایش زیاد شده و تشکیل لوله دهد. این شیوه مناسب نبود، به دلیل اینکه ایجاد سوراخ در مرکز شمشال کار سختی بود. نتیجه کار یک لوله نامتساوی بود که یک لبهاش از لبه دیگرش ضخیمتر بود. در 1888، یک متد بهتر ثبت اختراع شد. در این شیوه، شمشال داغ توسط قالبهای خشتی ضد آتش، قالب گرفته میشد. پس از سرد شدن، قالب جداشده و یک حفره در وسط شمشال ایجادشده بود. از آن زمان؛ متدهای جدید نورد، جای این شیوهها را گرفتهاند.
دو نوع لوله استیل وجود دارد که یکی بدون درز است و دیگری یک خط جوش طولی دارد. هر دو استفادههای متفاوتی دارند. لولههای seamless معمولاً سبکتر هستند و دیوارههای نازکتری دارند. آنها برای تولید دوچرخه و انتقال مایعات استفاده میشوند. لولههای welded، سنگینتر و سفتتر هستند. ثبات بهتری دارند و صافتر هستند. آنها برای انتقال گاز، داکت سیم برق، لولهکشی ساختمان و معمولاً در مواردی که فشار زیادی روی لوله نخواهد بود، استفاده میشوند.
برخی ویژگیهای لوله میتواند هنگام تولید، کنترل شود. برای نمونه، قطر لوله اغلب به نسبت مورداستفاده لوله، تغییر میکند. قطر لوله متفاوت است، از لولههای خیلی ظریف گرفته که برای تولید سوزنهای پزشکی استفاده میشوند تا لولههای قطور که برای انتقال گاز در طول شهر استفاده میشوند. قطر دیواره لوله هم قابلکنترل است. معمولاً، نوع فولاد استفادهشده هم، روی استحکام و انعطاف لوله تأثیر دارد. سایر ویژگیهای قابلکنترل لوله شامل طول، مواد روکش و پوشش نهایی است.
ماده اولیه در تولید لوله، فولاد است. قسمت عمده فولاد از آهن ساخته میشود. سایر فلزاتی که ممکن است در آلیاژ فولاد وجود داشته باشند، شامل آلومینیوم، منگنز، تیتانیوم، تانگستن، وانادیوم و زیرکونیوم است. برخی مواد روکشی هم ممکن است گاهی در هنگام تولید اضافه شود. برای مثال اگر لوله روکش شود، رنگ ممکن است استفاده شود. معمولاً، مقدار کمی روغن در انتهای خط تولید به لولهها اضافه میشود که کمک به محافظت از لولهها میکند. اسیدسولفوریک هم باوجودی که بخشی از محصول نهایی نیست، در یک مرحله تولید برای پاکسازی لوله استفاده میشود.
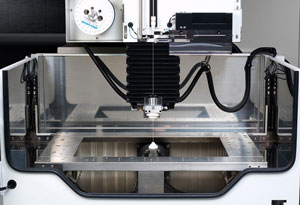
لوله های استیل با دو پردازش متفاوت ساخته میشوند. شیوه کلی تولید برای هردو پردازش شامل 3 مرحله است. ابتدا، فولاد خام به ورقهای قابلاستفاده تبدیل میشود. سپس، لوله روی خط تولید پیوسته یا نیمهپیوسته تولید میشود. درنهایت، لوله بنا به سفارش مشتری برش میخورد.
1- فولاد مذاب توسط ترکیب سنگآهن مذاب و زغال کوک در کوره ساخته میشود، سپس با دمیدن اکسیژن به مایع، قسمت عمده کربن حذف میشود. فولاد مذاب داخل قالبهای آهنی ضخیم ریخته و تا تبدیل به ingot، خنک میشود. (زغال کوک یک ماده پر از کربن است که از حرارت دادن زغال، بدون وجود هوا، به وجود میآید)
2- برای تولید محصولات تخت مثل ورقهها، یا محصولات دراز مثل میلهها، شمش در میان غلتکهایی بزرگ با فشار بسیار زیاد شکل داده میشود.
3- برای تولید شمشه، شمش را از میان غلتکهای فولادی رویهم انباشته شیاردار یا نورد عبور میدهند. اینگونه دستگاهها، نورد دوغلتکی نامیده میشود. در برخی موارد، سه غلتک استفاده میشود. غلتکها طوری چیده میشوند که شیارهای آنها رویهم بیافتند و در جهت متضاد حرکت میکنند. این شیوه حرکت، موجب میشود که فولاد فشرده و کشیده شده تا نازکتر و درازتر شود. وقتی غلتکها توسط اپراتور برگردانده میشوند، فولاد به عقب کشیده میشود و درنتیجه دوباره نازکتر و درازتر میشود. این مراحل آنقدر تکرار میشوند تا فولاد شکل خواستهشده را بگیرد. در طول این مراحل، ماشینهایی به نام manipulator، فولاد را برمیگردانند تا هر دو طرف بهطور مساوی غلتک بخورند.
4- شمشها همچنین برای تولید تختال استفاده میشوند که مراحل تولیدش شبیه bloom است. فولاد از میان دو غلتک رویهم انباشته، عبور کرده که باعث کشیده شدن آن میشود اما غلتکهایی هم در کنارههای فولاد قرارگرفتهاند تا پهنای محصول کنترل شود. وقتی فولاد شکل دلخواه را گرفت، دو طرف نامتساوی بریدهشده و slab به سایزهای کوچکتر بریده میشود.
5- شمشه، پردازش دیگری را طی میکند تا به لوله تبدیل شود. شمشهها ابتدا توسط قرار گرفتن در میان غلتکهای بیشتر که آنها را درازتر و نازکتر میکند، بهِ شمشال تبدیل میشوند. Billet ها توسط دستگاههای برش flying shears بریده میشوند. این دستگاه، دوتیغه هماهنگ دارد که با شمشال در حال حرکت، جلو رفته و آن را میبرد. این شیوه برش کارآمد، عدم توقف مراحل تولید را ممکن میسازد. این شمشالها رویهم انباشتهشده و درنهایت به لولههای بدون درز تبدیل میشوند.
6- تختالها هم مجدداً پردازش میشوند. برای اینکه انعطافپذیر شوند، ابتدا تا 2200 درجه فارنهایت (1204 درجه سانتیگراد) حرارت میبینند. این عمل باعث میشود تا یکلایه اکسید روی تختال شکل بگیرد. این لایه سپس توسط غلتکهایی به نام scale breaker و آب پرفشار شکسته و جدا میشود. تختال از میان تعدادی غلتک داغ عبور کرده و تبدیل به نوارهای نازک فولاد به نام skelp میشود. طول این نورد غلتکها ممکن است به نیم مایل یا 800 متر هم برسد. همانطور که تختالها از میان غلتکها عبور میکنند، نازکتر و درازتر میشوند. در عرض 3 دقیقه، یک تختال استیل به ضخامت 6 اینچ (15.2 سانت) میتواند به یک نوار نازک استیل به طول 400 متر تبدیل شود.
7- پس از کشیده شدن، فولاد در مواد شیمیایی خوابانده میشود. این پردازش شامل عبور دادن فولاد از میان مخازن اسیدسولفوریک است تا فلز پاکسازی شود. برای اتمام پردازش، با آب سرد و گرم آبکشی میشود، خشکشده و دور قرقرههایی بزرگ پیچیده میشود و برای انتقال به کارخانه لولهسازی بستهبندی میشود.
8- هم اِسکلپ (فولاد تغییر شکل داده شده برای لوله سازی) و هم شمشال برای تولید لوله استفاده میشوند. اسکلپ برای تولید لوله جوشخورده استفاده میشود. ابتدا در ماشین قرقره بازکنی قرار میگیرد. همانطوری که قرقره باز میشود، همزمان حرارت داده میشود. سپس از میان غلتکهای شیاردار عبور میکند. در حین عبور، غلتکها باعث میشوند تا لبههای اسکلپ به سمت هم پیچیده و تبدیل به لوله شوند.
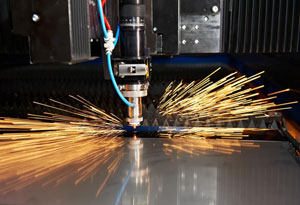
9- فولاد سپس از الکترودهای جوش عبور میکند. این دستگاهها دو لبه لوله را به هم جوش میدهند. درز جوش، سپس از یک غلط فشار بالا عبور کرده تا محل جوش محکم شود. لوله سپس به طول دلخواه بریدهشده و برای پردازش بیشتر انبار میشود. تولید لوله جوشخورده یک پردازش پیوسته است و با توجه به سایز لوله، در هر دقیقه 1100 فیت یا 335.3 متر تولید میشود.
10- وقتی لوله بدون درز احتیاج است، شمشالهای مستطیل شکل برای تولید استفاده میشوند. آنها را حرارت داده و به شکل یک استوانه به نام round قالب میزنند. سپس در کوره قرارگرفته تا نقطه سپید شدن، حرارت میبیند. شمشال داغ سپس با غلتک و با فشار زیاد رول میشود. این رول شدن تحتفشار، باعث میشود که شمشال کشیده شده و یک حفره در مرکز آن پدید آید. ازآنجاییکه حفره بهصورت ناهمسان ایجادشده، یک سنبه (میلهای نوکتیز به شکل فشنگ) همزمان با رول شدن، به مرکز شمشال فشار داده میشود. پس از مرحله سوراخ شدن، لوله ممکن است که هنوز ضخامت و شکل ناهمگون داشته باشد. برای اصلاح این مشکل، لوله از یک سری نورد دیگر عبور میکند.
11- پسازاینکه هرکدام از این انواع لوله تولید شد، آنها ممکن است در داخل ماشین صاف کننده قرار بگیرند. همچنین، ممکن است که دو یا چند لوله توسط اتصالات به هم چسبیده شوند. پرمصرفترین نوع اتصالات برای لولههای با قطر کوچک، رزوه کردن است که شیارهایی عمیق و مارپیچ در انتهای لوله ایجاد میکند. لولهها همچنین از یک ماشین اندازهگیری عبور میکنند. اطلاعات گردآوریشده در این ماشین به همراه سایر اطلاعات کنترل کیفیت بهصورت اتوماتیک روی لوله ثبت میشوند. لوله سپس توسط یکلایه نازک روغن محافظ اسپری میشود. اغلب لولهها برای جلوگیری از زنگ زدن، با گالوانیزه شدن یا روکش زینک محافظت میشوند. با توجه به مورداستفاده لوله، سایر انواع روکش یا رنگ ممکن است استفاده شود.
برای اطمینان از اینکه لوله استیل نهایی، مشخصات لازم را دارد، از روشهای متفاوت اندازهگیری استفاده میشود. برای مثال، درجه اشعه ایکس برای تنظیم ضخامت لوله استفاده میشود. این درجهها با استفاده از دو X rays کار میکنند. یک اشعه به استیل باضخامت مشخص تابیده و دیگری به لوله در حال حرکت روی خط تولید، تابیده میشود. اگر تفاوتی بین دو اشعه وجود داشته باشد، درجه بهصورت اتوماتیک باعث سایزبندی دوباره غلتکها خواهد شد تا سایز لوله اصلاح شود.
لوله همچنین، برای وجود هرگونه نقص در انتهای تولید بازرسی میشود. یکی از راههای تست لوله، استفاده از یک ماشین مخصوص است که لوله را با آب پرکرده و سپس فشار را زیاد میکند تا قدرت تحمل لوله مشخص شود. لولههای معیوب، برای اوراق شدن مرجوع میشوند.
برای خرید و دریافت مشاوره لطفا با شماره های تماس شرکت متال لند تماس حاصل فرمایید.







































افزودن نظر